 官方微博
官方微博



- 在无铆钉连接过程中,凸模首先与上层材料接触,材料在上模的压力下,开始往凹模内拉伸变形,同时凹模的活动部分向外张开,以使金属材料充分的在凹模的型腔内变形,形成一个紧密的连接点,然后凸模返程,凹模的活动部分在弹簧力的作用下回到原始位置。
-
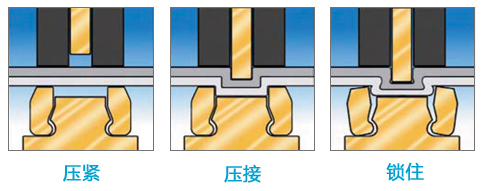
步骤1:压紧 脱模器压紧准备连接的钣金件
步骤2:压接 冲模把钣金件压入凹模内,当钣金件碰到凹模底部时开始变形扩展
步骤3:锁住 当钣金件不能再向下变形扩展时,它们就会挤压凹模底部,并开始向两侧变形扩展,从而在凹模侧板材上形成联结点。连接点形成时,凹模叶片会张开。

- 与无铆钉连接工艺相比,点焊工艺有很多缺点。比如,焊接会烧灼图层面;在焊接镀锌金属板材时会产生有毒烟雾;焊接铝型材的效果也不好。与此相对,无铆钉连接工艺在连接涂层材料时,不会烧灼涂层表面;在压接镀锌材料时,无铆钉连接工艺也不会释放有害的热量和烟雾;而且连接铝型材和复合金属板材的效果也很好。所以,无铆钉连接工艺比焊接工艺更节约成本。

- 你是否还在使用铆钉?你确实需要吗?每一个铆钉都是需要成本的,与无铆钉连接工艺相比,仅此成本就是很高的。无铆钉连接工艺工具一般使用寿命为30万次连接点,在到达使用寿命之前,该工具是无需保养替换,这就意味着大幅节约成本。 另外,如果您还能想到这种工艺不需要任何穿孔,工艺相对简单,而且相应的工艺设备价格也不贵,那么光是这两项就能为您省下更多的钱。
